
【導(dǎo)讀】高頻變壓器的制作大致包括以下十個過程,以下將對每個過程的流程、工藝及注意事項作詳細的分析。
高頻變壓器的線路圖如圖1所示。
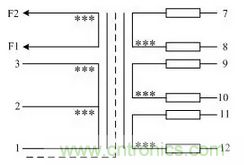
圖1:高頻變壓器的線路圖
高頻變壓器的制作流程如圖2所示。

圖2:高頻變壓器的制作流程
高頻變壓器的制作大致包括以下十個過程,對每個過程的流程、工藝及注意事項作詳細的分析。
1.繞線
(1)材料確認
1)變壓器骨架(BOBBIN)規(guī)格的確認。
2)不用的引腳剪去時,應(yīng)在未繞線前先剪掉,以防繞完線后再剪除時會刮傷線或剪錯腳,而且可以避免繞線時纏錯腳位。
3)確認骨架完整,不得有破損和裂縫。
4)將骨架正確插入治具,一般特殊標(biāo)記為引腳1(PIN 1),如果圖面無注明,則引腳1朝機器。
5)須包醋酸布的先依工程圖要求包好,緊靠骨架的兩側(cè),再在指定的引腳上先纏線(或先鉤線)后開始繞線,原則上繞線應(yīng)在指定的范圍內(nèi)繞線。
(2)繞線方式
1)繞線方式
根據(jù)變壓器要求不同,繞線的方式大致可分為以下幾種:
①一層密繞:布線只占一層,緊密的線與線間沒有空隙,整齊的繞線如圖3a所示。
②均等繞:在繞線范圍內(nèi)以相等的間隔進行繞線;間隔誤差在20%以內(nèi)可以允收,如圖3b所示。
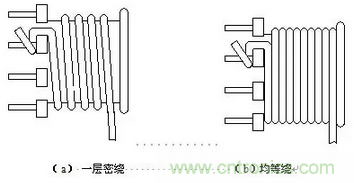
圖3:繞線方式
③多層密繞:在一個繞組一層無法繞完,必須繞至第二層或二層以上,此繞法分為三種情況:
a)任意繞:在一定程度上整齊排列,達到最上層時,布線已零亂,呈凹凸不平狀況,這是繞線中最粗略的繞線方法。
b)整列密繞:幾乎所有的布線都整齊排列,但有若干的布線零亂(約占全體30%,圈數(shù)少的約占5%REF)。
c)完全整列密繞:繞線至最上層也不零亂,繞線很整齊的排列,這是繞線中最難的繞線方法。
④定位繞線:布線指定在固定的位置,一般分五種情況,如圖4所示。

圖4:定位繞線
⑤并繞:兩根以上的線同時平行的繞同一組線,各自平行的繞,不可交叉,此繞法大致可分為四種情況,如圖5所示。

圖5:并繞方式
2)引線要領(lǐng):
飛線引線的長度按工程圖要求控制,如需絞線,長度須多預(yù)留10%。套管須深入擋墻3mm以上,如圖6所示。

圖6:飛線和引線示意圖
3)注意事項:
①當(dāng)起繞(START)和結(jié)束(FINISH)出入線在骨架的同一側(cè)時,結(jié)束端回線前須貼一塊橫越膠布(CROSSOVER TAPE)作隔離。
②出入線于使用,骨架的凹槽出線時,原則上以一線一凹槽方式出線,若同一引腳有多組可使用同一凹槽或相鄰的凹槽出線,唯在焊錫及裝套管時要注意避免短路。
③繞線時需均勻整齊繞滿骨架的繞線區(qū)為原則,除工程圖面上有特別規(guī)定繞法時,則以圖面為準(zhǔn)。
④變壓器中有加鐵氟龍?zhí)浊矣姓刍鼐€時,其出入線所加之鐵氟龍?zhí)坠茼毰c 骨架的凹槽口齊平(或至少達2/3高),并自骨架的凹槽出線以防止因套管過長造成拉力將線扯斷。但若為L形引腳水平方向纏線,則套管應(yīng)與 骨架邊齊平(或至少2/3長),如圖7所示。

圖7:套管的長度示意圖
⑤變壓器中須加醋酸布作為檔墻膠帶時,其檔墻膠帶必須緊靠模型兩邊。為避免線包過胖及影響漏感過高,故要求2TS以上之醋酸布重疊不可超過5mm,包一圈之醋酸布只須包0.9T,留缺口以利于凡立水良好的滲入底層。醋酸布寬度擇用與變壓器安規(guī)要求有關(guān),VED繞法ACT寬度3.2mm包兩邊且須加套管。繞法:PIN端6mm/4.8mm/4.4mm/4mm;TOP端3mm/2.4mm/2.2mm/2mm 時不須套管。繞線時銅線不可上檔墻,若有套管,套管必須伸入檔墻3mm以上。
2.包銅箔
(1)銅箔繞制工法
1)銅箔的種類及在變壓器中之作用:我們以銅箔的外形分有裸銅各背膠兩種:銅箔表面有覆蓋一層膠帶的為背膠,反之為裸銅;以在變壓器中的位置不同分為內(nèi)銅和外銅,裸銅一般用于變壓器的外銅、銅箔在變壓器中一般起屏蔽作用,主要是減小漏感,激磁電流,在繞組所通過的電流過高時,取代銅線,起導(dǎo)體的作用。
2)銅箔的加工
①內(nèi)銅箔一般加工方法:焊接引線→銅箔兩端平貼于醋酸布中央→折回醋酸布(醋酸布須完全覆蓋住焊點)→剪斷醋酸布(銅箔兩邊須留1mm以上),如圖8所示。
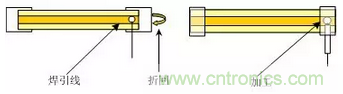
圖8:內(nèi)銅箔加工示意圖
②內(nèi)銅飛宏加工方法如圖9所示。
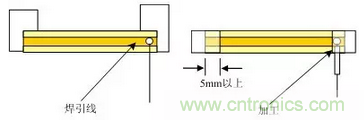
圖9:內(nèi)銅飛宏加工方法
③外銅加工方法如圖10所示。
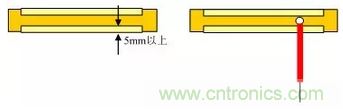
圖10:外銅加工方法
(2)變壓器中使用銅箔的工法要求
1)銅箔繞法除焊點處必須壓平外銅箔之起繞邊應(yīng)避免壓在骨架轉(zhuǎn)角處,須自骨架的中央處起繞,以防止第二層銅箔與第一層間因擠壓刺破膠布而形成短路,如圖11所示。

圖11:使用銅箔的工法要求
2)內(nèi)銅片于層間作屏蔽繞組時,其寬度應(yīng)盡可能涵蓋該層之繞線區(qū)域面積,又厚度在0.025mm(1mil)以下時兩端可免倒圓角,但厚度在 0.05mm(2mils)(含)以上之銅箔時兩端則需以倒圓角方式處理。
3)銅箔須包正包平,不可偏向一邊,不可上擋墻,如圖12所示。
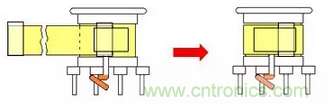
圖12:包銅箔的示意圖
4)焊外銅,如圖13所示。
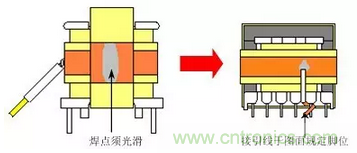
圖13:焊接外銅的示意圖
(3)注意事項
1)銅箔焊點依工程圖,銅箔須拉緊包平,不可偏向一側(cè);
2)點錫適量,焊點須光滑,不可帶刺,點錫時間不可太長,以免燒壞膠帶;
3)在實物上,短路銅箔的厚度用0.64mm即可,而銅箔寬度只須要銅窗繞線寬度的一半。
3.包膠帶
包膠帶的方式一般有以下幾種,如圖14所示。

圖14:包膠帶的方式
注意:膠帶須拉緊包平,不可翻起刺破,不可露銅線,最外層膠帶不宜包得太緊,以免影響產(chǎn)品美觀。
壓線膠帶的貼法如圖15所示。
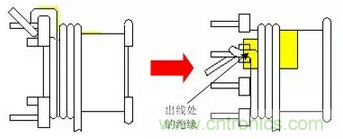
圖15:壓線膠帶的貼法
4. 壓腳
1)將銅線理直理順并纏在相應(yīng)的腳上;
2)用斜口鉗將銅線纏緊并壓至腳底緊靠檔墻;
3)剪除多余線頭;
4)纏線圈數(shù)依線徑根數(shù)而定,如圖16所示。

圖16:壓腳方式
注意:銅線須緊貼腳根,預(yù)計焊錫后高度不會超過墩點;不可留線頭,不可壓傷腳,不可壓斷銅線,不能損壞模型。
另外,銅線過多的可絞線,如圖17所示。

圖17:絞過多的銅線
5. 焊錫
(1)焊錫作業(yè)步驟
1)將產(chǎn)品整齊擺放;
2)用夾子夾起一排產(chǎn)品;
3)腳沾助焊劑;
4)以白手捧刮凈錫面;
5)焊錫:立式模型鍍錫時將腳垂直插入錫槽(臥式模型將腳傾斜插入焊錫槽),鍍錫深度以錫面齊銅PIN底部為止,如圖18所示。
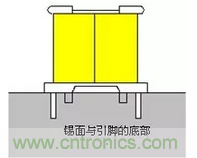
圖18:焊錫的示意圖
(2)要求
鍍錫須均勻光滑,不可有冷焊,包焊,漏焊,連焊,氧焊或錫團,焊錫的標(biāo)準(zhǔn)如圖19所示。錫焊的要求如下:

圖19:焊錫的標(biāo)準(zhǔn)
1)引腳為垂直引腳時,可留錫尖,但錫尖長不超過1.5mm。
2)引腳為L形引腳時且為水平方向纏線時,在水平方向的引腳不可留錫尖,垂直方向引腳可留錫尖且錫尖長不可超過1.5mm。
3)PVC線之裸線部份(多股線)不可有刻痕及斷股,且錫焊后不可有露銅或沾膠,或沾有其它雜質(zhì)。
4)助焊劑(FLUX)須使用中性溶劑。
5)錫爐度須保持在450~500℃之間,錫焊時間因線徑不同而異,如下:AWG#30號線以上1~2s;AWG#21~AWG#29號線2~3s;AWG#20號線以下3~5s。
6)錫爐用錫條,其錫鉛比例標(biāo)準(zhǔn)為60/40。每月須加一次新錫約1/3錫爐量。
7)焊一次錫面須刮凈再第二次。
8)每周清洗錫爐一次并加新錫至錫爐滿為止。
(3)注意事項
1)白包模型含錫油多,錫焊時間不可過長。
2)塑料模型不耐高溫,易產(chǎn)生包焊或引腳移位。
3)不可燒壞膠帶,三層絕緣線須先脫皮后鍍錫;
4)焊點之間最小間隙須在0.5mm以上,如圖20所示。

圖20:焊點之間的距離要求
6.組裝鐵心
(1)鐵心組裝作業(yè)過程
1)鐵心確認:不可破損或變形;
2)工程圖規(guī)定須有氣隙的鐵心研磨,須加工的鐵心;
3)組裝:如無特殊規(guī)定,臥式模型已研磨的鐵心裝初級端,立式模型已研磨的引腳端;
4)鐵心固定方式可以鐵夾(CLIP)或三層膠布方式固定,且可在鐵心接合處點環(huán)氧樹脂膠(EPOXY)固定,點膠后須陰干半小時再置于120℃烤箱中烘烤一小時。包鐵心的固定膠布須使用與線包顏色相同的膠布(圖面特殊要求除外),廠家需符合UL規(guī)格。組裝過程如圖21所示。

圖21:組裝變壓器過程示意圖
注意:鐵心膠布起繞處與結(jié)束處;立式起繞于引腳端中央,結(jié)束于中央;臥式起繞于引腳1,結(jié)束于引腳1。有的銅箔則起繞于焊接點,結(jié)束于焊接點。
(2)組裝鐵心之注意事項
1)組裝鐵心時,不同材質(zhì)的鐵心不可組裝在同一產(chǎn)品上;
2)有加氣隙(GAP)之變壓器與電感器,其氣隙(GAP)方式須依照圖面所規(guī)定的氣隙(GAP)方法,放于GAP中之材質(zhì)須能耐溫130℃以上,且有材質(zhì)證明者或是鐵心經(jīng)加工研磨處理;
3)無論是有加氣隙或無加氣隙的鐵心組合,鐵心與鐵心接觸面都需保持清潔,否則在含浸作業(yè)后電感值會因而下降;
4)包鐵心的膠布寬度規(guī)定,以實物外觀為優(yōu)先著眼,次以鐵新寬減膠布寬空隙約0.3mm~0.7mm為最佳。
7.含浸
(1)操作步驟
操作過程如圖22所示,操作要求如下:
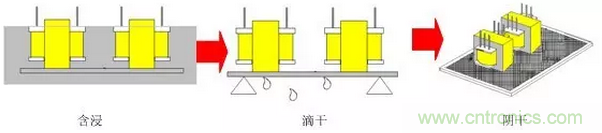
圖22:含浸過程示意圖
1)將產(chǎn)品整齊擺放于鐵盤內(nèi)。
2)調(diào)好絕緣漆(凡立水)濃度:0.915±0.04。
3)將擺好產(chǎn)品的鐵盤放于含浸槽內(nèi)。
4)啟動真空含浸機,抽氣至40~50cm/kg,放入絕緣漆,再抽氣至65~75cm/kg,須連續(xù)抽真空,破真空3-5次,含浸10~15min,視產(chǎn)品無氣泡溢出。
5)放氣,放下絕緣漆,再反抽至65~75cm/kg一次,放氣,待產(chǎn)品稍干后取出放置濾干車上陰干。
6)濾干10min以上,視產(chǎn)品無絕緣漆滴下。
7)烘干:先將烤箱溫度調(diào)至80℃,預(yù)熱1h再將溫度調(diào)至100℃,烘烤2h最后將溫度調(diào)至110℃,烘烤4h,拆樣確認。
8)將產(chǎn)品取出烤箱。
9)冷卻:用風(fēng)扇送風(fēng)加速冷卻。
10)擺盤后送至生產(chǎn)線。
(2)注意事項
1)絕緣漆與稀薄劑調(diào)配比例為2:1
2)放入絕緣漆時,絕緣漆高度以完全淹沒產(chǎn)品為準(zhǔn),但絕緣漆不可上銅腳(特殊機種除外)。
8. 貼標(biāo)簽(或噴字)
1)標(biāo)簽確認:檢查標(biāo)簽內(nèi)容是否正確,有無漏字錯字,字跡是否清晰,檢查標(biāo)簽是否過期。噴字時必須確認所設(shè)定的標(biāo)簽完全正確,如圖23所示。
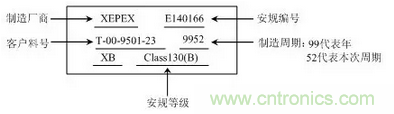
圖23:標(biāo)簽包含的內(nèi)容
2)貼標(biāo)簽時,將產(chǎn)品初級朝同一方向整齊擺放,噴墨時應(yīng)將產(chǎn)品之噴印面朝噴頭,擺放于輸送帶上,產(chǎn)品必須放正。
3)貼標(biāo)簽:料號標(biāo)簽及危險標(biāo)簽須依圖面所規(guī)定的置及方向蓋印或黏貼。標(biāo)示“DANGER(危險)”或“HIGH VOLTAGE(高壓)”及閃電符號標(biāo)簽應(yīng)貼付于變壓器之上方中央位置。其貼示方向以“DANGER(危險)”箭頭方向朝變壓器原邊繞組為作業(yè)要求,如圖24所示。

圖24:標(biāo)簽示意圖
(4)注意事項:標(biāo)簽須貼正貼平,貼完后須用手單擊,使之與產(chǎn)品完全接觸;標(biāo)簽不可貼錯、貼反、貼歪或漏貼。
9. 外觀
外觀檢查包括以下幾個方面的內(nèi)容:
(1)確認產(chǎn)品是否完整
1)模型是否有裂縫,是否斷開;
2)鐵心是否有破損;
3)膠帶是否刺破;
4)套管是否有破損,是否過短;
5)是否剪錯腳位。
(2)清除臟物
1)含浸后變壓器鐵心四周不得殘留余膠(絕緣漆固體狀)以免變壓器無法平貼PCB(印制電路板),或黏貼標(biāo)簽時無法平整;
2)清除銅渣錫渣。
(3)臥式鐵心在含浸絕緣漆后不能有傾斜現(xiàn)象(線包不可超出骨架)。
(4)合PCB
有標(biāo)有三點(STAND-OFF)的變壓器,插入PCB時可允許三點平貼PCB即可。
(5)鐵心不可有松動現(xiàn)象。
(6)腳須垂直光滑,不可有松動及斷裂現(xiàn)象,且不能有刻痕。
(7) 引腳不可有彎曲變形或露銅氧化,間隔(PITCH)則以圖面上規(guī)定或?qū)嵦譖C板為準(zhǔn),骨架的引腳長以圖面上所規(guī)定為準(zhǔn)。
(8)檢查焊錫是否完整。
(9)檢查標(biāo)簽是否正確,是否有貼錯、貼反或漏貼。
(10)檢查打點是否清晰,位置是否正確,有無打錯、打反或漏打。
(11)不良品必須進行修補,無法修補方可報廢。
(12)膠帶修補:最外層膠布破損造成線圈外露者,須加貼膠布完全覆蓋住破損處,且加貼膠布之層數(shù)須與原規(guī)定最外層膠布之層數(shù)相同,并于涂絕緣漆后烘烤干始可。加貼之膠布其頭尾端均須伸入鐵心兩側(cè)內(nèi),且伸入鐵心兩側(cè)的膠布長以不超過鐵心的厚度為限。(膠布伸入至少達到2/3鐵心厚)。
10.電氣測試
電氣測試主要包括以下三個方面的內(nèi)容:
(1)電感測試:測試主線圈的電感量。半成品測試時,須將電感值域范圍適當(dāng)縮小。
(2)圈數(shù)測試:測試產(chǎn)品的圈數(shù),相位即同名端和異名端。
(3)高壓測試。
來源:機械工業(yè)出版社 本文截選自:《開關(guān)電源原理與分析》





